Saldatura MIG/MAG
Linee guida per un corretto utilizzo della macchine per la saldatura MIG o MAG
La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione del bagno di saldatura), indicate entrambe nella terminologia AWS come GMAW (Gas Metal Arc Welding - Saldatura ad arco con metallo sotto protezione di gas), è un procedimento di saldatura sviluppato dopo la Seconda Guerra Mondiale che ha assunto un peso, in termini di prodotto saldato per anno, sempre crescente.
Uno dei principali motivi che hanno permesso questo sviluppo è stata la riduzione dei costi nei prodotti di elettronica, per cui sono state sviluppate macchine per saldatura semiautomatiche a costi accessibili anche per ditte di dimensioni medio-piccole.

Linee generali del procedimento
Il procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo).
D'altra parte una postazione per saldatura MIG/MAG è necessariamente composta dai seguenti componenti
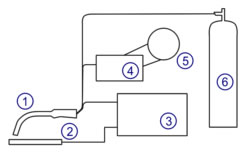 1.Torcia con duplice funzione: far scoccare l'arco fra il filo ed il pezzo e portare il gas di protezione sul bagno di saldatura
1.Torcia con duplice funzione: far scoccare l'arco fra il filo ed il pezzo e portare il gas di protezione sul bagno di saldatura
2.Pezzo da saldare
3.Generatore di corrente d'arco (nelle macchine moderne il controllo della caratteristica d'arco è effettuato elettronicamente)
4.Meccanismo di avanzamento e controllo del filo
5.Aspo avvolgifilo
6.Bombola del gas di protezione
 La presenza di tutti questi componenti, naturalmente, aumenta notevolmente il prezzo di una macchina per saldatura MIG/MAG nei confronti di una macchina per saldatura a elettrodo (che, praticamente, è poco più di un generatore di tensione con caratteristica cadente).
La presenza di tutti questi componenti, naturalmente, aumenta notevolmente il prezzo di una macchina per saldatura MIG/MAG nei confronti di una macchina per saldatura a elettrodo (che, praticamente, è poco più di un generatore di tensione con caratteristica cadente).
Inoltre con i fili continui è possibile avere densità di corrente più elevate di quelle sopportabili dagli elettrodi rivestiti (in questi ultimi una densità di corrente eccessiva provoca la fessurazione del rivestimento, a causa dei coefficienti di dilatazione diversi fra anima metallica e rivestimento stesso), quindi è possibile ottenere penetrazioni maggiori, cioè riempimento del giunto con un numero minore di passate.
La saldatura MIG/MAG, come tutti i procedimenti a filo continuo, è un procedimento derivato dall'arco sommerso, ma, nei confronti quest'ultimo, ha il vantaggio che l'operatore può tenere l'arco sotto osservazione diretta, quindi può controllare l'esecuzione della saldatura come nei procedimenti a elettrodo (elettrodo rivestito e TIG), altri vantaggi nei confronti dell'arco sommerso sono la mancata formazione di scoria e la possibilità di saldare anche in posizioni non piane.
La torcia per saldatura
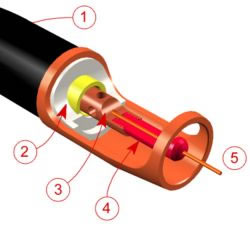 Nell'immagine a fianco è riportato un spaccato di una torcia per saldatura MIG/MAG. Nello spaccato è possibile individuare le parti principali che compongono la torcia:
Nell'immagine a fianco è riportato un spaccato di una torcia per saldatura MIG/MAG. Nello spaccato è possibile individuare le parti principali che compongono la torcia:
1.Impugnatura
2.Isolante (in bianco) e inserto filettato per la guida del filo (in giallo)
3.Ugello per il gas di protezione
4.Pattino di contatto fra alimentazione elttrica e filo (guidafilo)
5.Bocchello di alimentazione del gas di protezione
In alcuni casi la torcia ha un circuito di refrigerazione alimentato con acqua.
I gas di protezione
Il gas di protezione ha la funzione di impedire il contatto del bagno di fusione con l'atmosfera, quindi deve essere portato sul bagno di fusione direttamente dalla torcia.
Inzialmente il procedimento prevedeva solo l'uso di Argon (gas inerte), quindi veniva usato solo per la saldatura di acciai inossidabili austenitici, dato il costo elevato del gas di protezione. Successivamente si vide che l'aggiunta di un gas ossidante (inizialmente Ossigeno e, successivamente, Anidride carbonica) non solo permetteva una protezione analoga, ma aveva effetti favorevoli sul trasferimento di metallo dal filo al bagno di fusione, quindi si diffuse la tecnica MAG, che utilizza un gas attivo per la protezione ed il procedimento fu esteso anche alla saldatura di acciai al carbonio.
I gas di protezione inerti più utilizzati sono Ar ed He, entrambi sono gas monoatomici inerti, ma, mentre l'Ar è più pesante dell'aria, quindi stagna sul bagno di fusione, garantendo una maggiore protezione, l'He è più leggero dell'aria, quindi fornisce una protezione minore, tuttavia, avendo una conduttività termica circa 10 volte quella dell'Ar, permette una penetrazione della saldatura maggiore. Per questo motivo l'utilizzo di He è limitato a giunti di elevato spessore o a materiali aventi elevata conducibilità termica (Cu o Al).
Invece i gas attivi sono generalmente miscele di Ar e CO2, con l'anidride carbonica che, in casi estremi sostituisce l'Ar (comunque raramente viene usata in percentuale superiore al 25%). La presenza di CO2 aumenta la stabilità di posizionamento dell'arco su materiali ferromagnetici (acciai al carbonio o bassolegati).
Inoltre la presenza di gas attivo permette una maggiore penetrazione del giunto. D'altra parte la presenza di CO2 provoca un aumento della corrente necessaria per avere un trasferimento di metallo a spruzzo fra il filo ed il bagno, aumenta gli schizzi (spatter)e diminuisce la stabilità elettrica dell'arco. Quindi per poter usare gas attivi con trasferimento a spruzzo, generalmente si utilizza una corrente pulsata, cioè una corrente che presenta picchi di intensità di durata e frequenza prestabilite, per avere un'immissione di energia continua, ma il distacco della goccia metallica solo durante la fase ad alta intensità di corrente.
Il trasferimento di metallo dal filo al bagno
Il metallo del filo, fondendo, si trasferisce al bagno di saldatura praticamente con tre modalità:
 1. trasferimento per corto circuito
1. trasferimento per corto circuito- 2. trasferimento a gocce
- 3. trasferimento a spruzzo
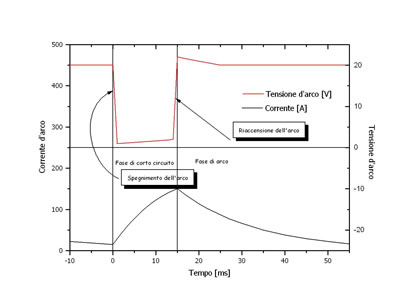
Nel primo caso la corrente che percorre il filo non è abbastanza alta da portarlo alla temperatura di fusione, quindi il filo viene a contatto con il bagno, provocando un corto circuito fra i due metalli che, facendo aumentare la corrente, fonde l'estremità del filo, cioè il metallo non viene trasferito attraverso l'arco.
In genere la frequenza con cui avvengono i corti circuiti è mantenuta fra 20 e 200 per secondo. In questo modo vengono generate una serie di piccole "pozzanghere" che solidificano velocemente, data la temperatura relativamente bassa. Quindi questa modalità di trasferimento è particolarmente adatta a saldature su piccoli spessori, saldature in posizione (verticale o sopratesta) o per chiudere aperture formate in seguito a lavorazioni o riparazioni. In genere si evita di usare questa forma di trasferimento, dato che provoca livelli molto alti di spatter.
Nel secondo caso il filo fonde in gocce con diametro superiore a quello dell'elettrodo, che vengono trasferite nel bagno essenzialmente per effetto della forza di gravità, quindi questo metodo di trasferimento può essere usato solo in posizione piana. Con questo metodo di trasferimento si deve avere un arco abbastanza lungo per permettere alla goccia di cadere nel bagno senza provocare corti circuiti, che, disintegrandola, provocherebbero spruzzi sul metallo adiacente.
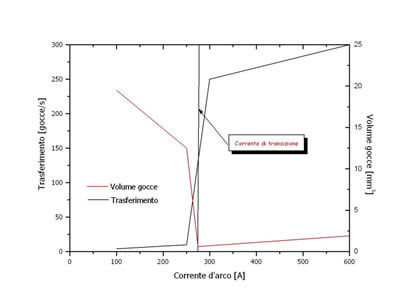 Nell'ultimo caso il filo fonde formando un gran numero di gocce di piccole dimensioni, con correnti più alte di quelle richieste per il trasferimento a gocce. In questo modo si ottiene un trasferimento in un arco molto stabile, praticamente privo di spatter. La corrente sopra la quale avviene questo tipo di trasferimento è indicata conme corrente di transizione a spruzzo, sopra questa corrente la velocità di trasferimento passa da poche gocce per secondo a 200-300 gocce per secondo. Dato che le dimensioni delle gocce sono molto più piccole di quelle generate nel trasferimento a gocce, la forza di gravità è inferiore alle forze elettriche provocate dall'arco, quindi questa modalità può essere usata (con difficoltà) anche in posizioni diverse da quella orizzontale.
Nell'ultimo caso il filo fonde formando un gran numero di gocce di piccole dimensioni, con correnti più alte di quelle richieste per il trasferimento a gocce. In questo modo si ottiene un trasferimento in un arco molto stabile, praticamente privo di spatter. La corrente sopra la quale avviene questo tipo di trasferimento è indicata conme corrente di transizione a spruzzo, sopra questa corrente la velocità di trasferimento passa da poche gocce per secondo a 200-300 gocce per secondo. Dato che le dimensioni delle gocce sono molto più piccole di quelle generate nel trasferimento a gocce, la forza di gravità è inferiore alle forze elettriche provocate dall'arco, quindi questa modalità può essere usata (con difficoltà) anche in posizioni diverse da quella orizzontale.
Questa modalità di trasferimento, richiedendo correnti elevate, e quindi un elevato apporto termico, non è consigliabile quando vengono saldati piccoli spessori.
Per superare le difficoltà collegate all'elevato apporto termico che caratterizza il trasferimento a spruzzo le macchine per saldare MIG/MAG sono state modificate in modo da lavorare con corrente pulsata. In pratica la macchina genera per una certa percentuale (generalmente il 70%, ma può essere aumentata o ridotta a seconda delle circostanze) del periodo (fissato sulla macchina) una corrente inferiore alla corrente di transizione a spruzzo. In questa fase il filo si scalda, ma non produce gocce che vengono trasferite, e contemporaneamente viene mantenuto l'arco che scalda il bagno di saldatura. Dopo la pausa, la corrente viene innalzata (generalmente a gradino) ad un valore superiore a quello della corrente di transizione, quindi per un certo tempo (qualche ms) trasferisce il filo nel bagno in modalità a spruzzo. Nelle macchine di saldatura più moderne è possibile modificare la forma d'onda (per esempio, gestendo la riduzione di corrente dopo il trasferimento a spruzzo). Questo modo di impiego della macchina per saldare ha notevolmente ridotto la difficoltà di saldare con questa tecnologia, ed il basso costo dei componenti elettronici ha permesso di contenere entro limiti accettabili il costo delle macchine stesse.
Applicazioni della saldatura MIG/MAG
La saldatura MIG/MAG viene utilizzata quando è richiesta un'alta produttività ed una suffciente flessibilità di impiego.
Con questa tecnologia è possibile saldare acciai sia austenitici sia ferritici, leghe di metalli leggeri (Al e Mg), leghe di rame, leghe di nickel e leghe di titanio.
Poiché la protezione del bagno di sadatura è assicurata da un flusso di gas, questo procedimento è consigliato solo in officina, dato che, in cantiere, basta un vento moderato a disperdere il flusso di gas di protezione, con conseguente riduzione della qualità del giunto saldato. Questa tecnologia può essere usata senza difficoltà per produrre imburraggi (deposizione di uno strato di materiale su un materiale diverso) o per riparazioni.
Difetti tipici della saldatura MIG/MAG
Le cricche a freddo generalmente sono poco probabili con questa tecnologia, purché si abbia l'accortezza di usare gas ben deumidificati [1] per evitare di introdurre idrogeno nel bagno di saldatura. Invece questa tecnologia è soggetta a cricche a caldo, dato che normalmente viene utilizzata con un notevole apporto termico, quindi è richiesta la massima pulizia dei lembi da saldare e l'utilizzo di materiali base privi di elementi inquinanti (S e P). I difetti geometrici più comuni sono la penetrazione eccessiva o gli intagli marginali (undercut), entrambi sempre legati all'elevato apporto termico o, se l'apporto termico è troppo basso, il difetto opposto, cioè la mancanza di fusione ai lembi o al core del cordone (quando la saldatura è ripresa al rovescio). In condizioni di portata del gas di protezione troppo bassa è facile la formazione di porosità.